Keuntungan Proses Calorizing
- Tahan Oksidasi pada temperatur tinggi.
- Tahan Karburisasi pada temperatur tinggi (untuk Carburizing Furnace).
- Tahan Sulfurisasi pada temperatur tinggi oleh gas H2S .
- Tahan Nitridisasi untuk peralatan coating Nitriding.
- Tahan terhadap Logam cair seperti Zinc dan Tembaga.
- Kekerasan permukaan cukup tinggi 400 – 600 HV
- Ketebalan Lapisan bisa disesuaikan permintaan Customer.
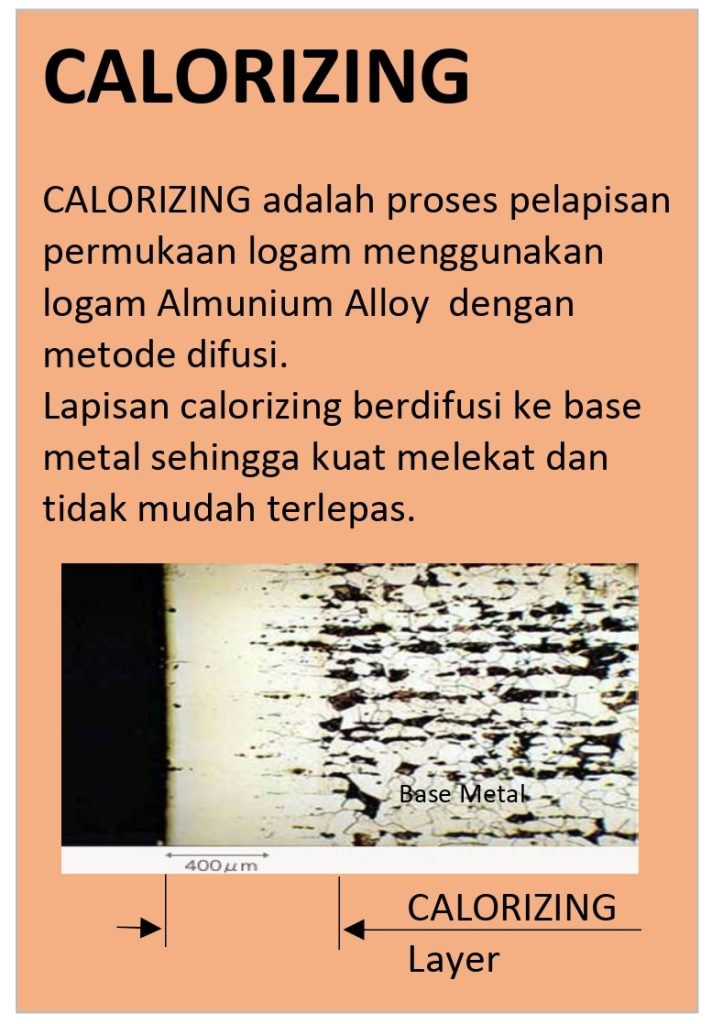
Calorizing adalah proses modifikasi permukaan logam dengan cara mendifusikan logam aluminium kedalam permukaan logam lain seperti besi atau baja dan membentuk lapisan paduan Fe-Al yang tahan terhadap oksidasi pada temperatur tinggi.
Ketahanan yang sangat baik terhadap oksidasi pada temperatur tinggi
( Oxidation Resistance )
Cara kerja lapisan Calorizing menahan oksidasi pada temperatur tinggi
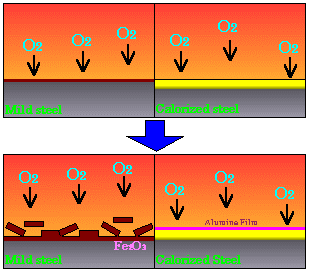
Oksidasi pada baja di suhu tinggi adalah reaksi kimia antara baja dan oksigen yang menghasilkan lapisan oksida di permukaan baja. Oksidasi ini dapat menyebabkan degradasi dan melemahnya sifat baja. Awalnya, oksida besi (II) (FeO) terbentuk, tetapi pada suhu yang lebih tinggi, oksida besi (III) (Fe₂O₃) yang lebih stabil mengambil alih.
Lapisan oksida besi (III) (Fe₂O₃) ini bersifat getas dan mudah terlepas mengakibatkan oksidasi berlanjut pada baja.
Lapisan Calorizing memiliki kandungan almunium yang cukup tinggi dan jika dipanaskan pada temperatur tinggi akan membentuk lapisan oksida alumina (Al₂O₃), lapisan oksida alumina yang terbentuk bersifat solid dan dapat melindungi baja dibawahnya dari oksidasi berlanjut.
Sehingga lapisan calorizing dapat meningkatkan umur pakai dan menurunkan cost maintenance / penggantian Part-part yang terbuat dari baja dan digunakan pada temperatur tinggi.
Calorizing dapat meningkatkan Ketahanan Aus
( Increase wear resistance )
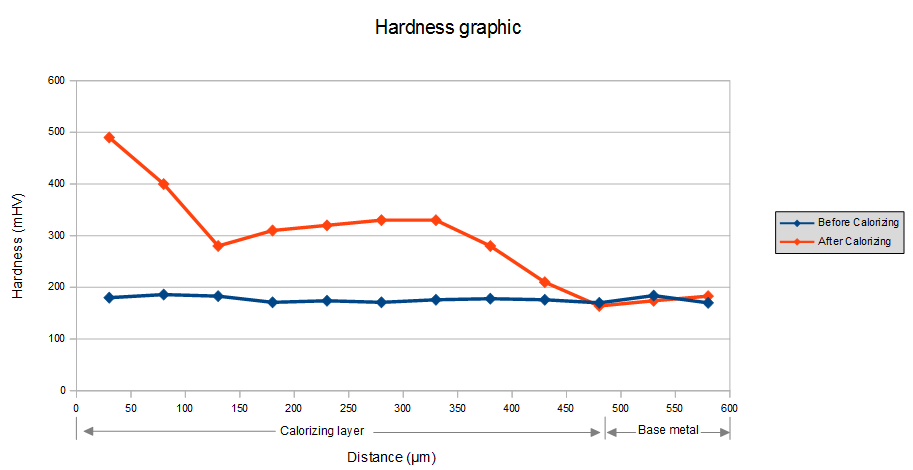
Pada permukaan baja yang di lapis Calorizing kekerasannya akan meningkat sehingga ketahanan aus nya juga meningkat.
Kekerasan baja normalnya berada di sekitar 140 -180 mHV, sedangkan lapisan Calorizing memiliki kekerasan yang lebih tinggi dari base metal, kekerasan lapisan calorizing sekitar 300 – 500 mHV.
Apakah benda kerja hasil Pengelasan dapat di proses Calorizing
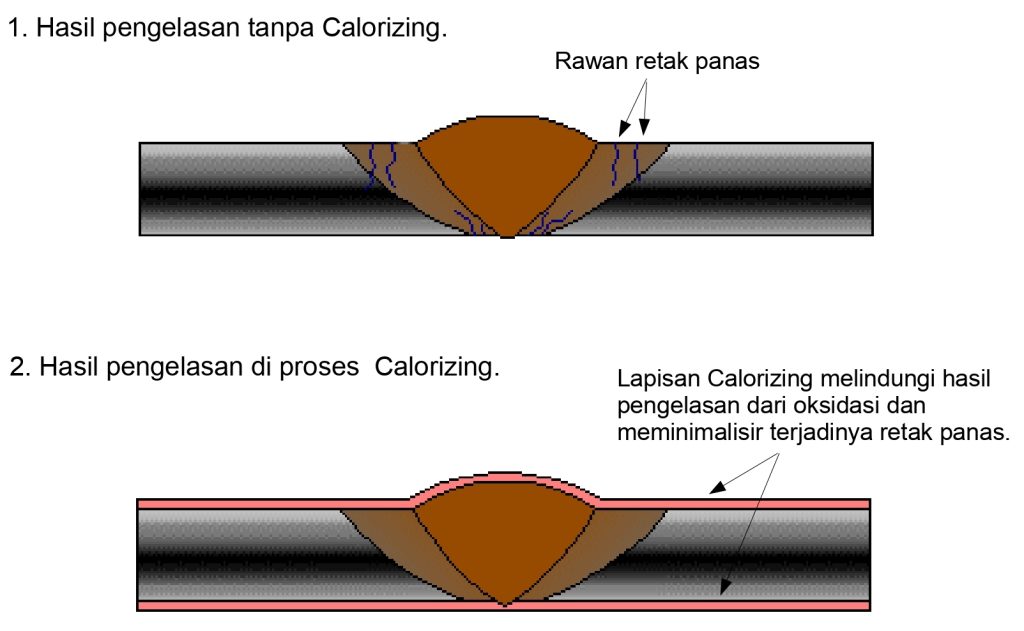
Benda kerja hasil pengelasan yang digunakan pada temperatur tinggi rawan mengalami oksidasi dan retak panas, oleh karena itu untuk meminimalisir terjadi nya retak panas pada benda kerja hasil pengelasan di lapis menggunakan proses calorizing.
Selain itu benda kerja hasil pengelasan biasanya dilakukan proses pemanasan (PWHT) untuk menghilangkan tegangan sisa karena proses calorizing menggunakan temperatur tinggi, proses PWHT dapat di tiadakan.
Pertanyaan yang sering diutarakan (FAQ)
Apakah part yang sudah di calorizing dapat di Las ?
- Part yang sudah dicalorizing dapat dilas dengan menghilangkan lapisan calorizing pada permukaan yang akan di las menggunakan gerinda / amplas.
Lebih bagus di las dahulu atau di proses calorizing dahulu baru di las ?
- Lebih baik di las dahulu baru di lakukan proses calorizing karena lapisan calorizing akan melindungi daerah lasan dari oksidasi dan kontaminasi gas yang ada diatmosfir suatu proses.
Contoh Lapisan Calorizing pada Baut.
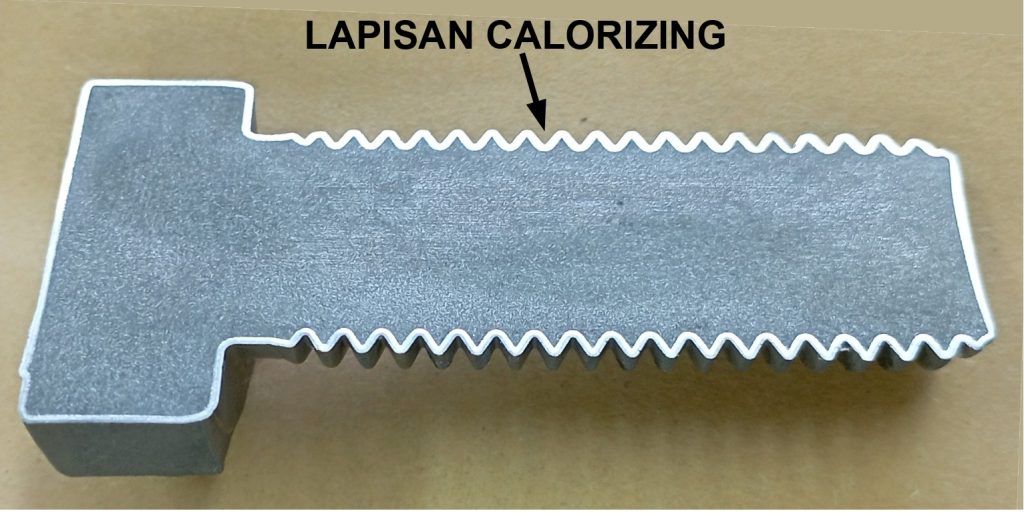
Untuk menampilkan lapisan calorizing agar terlihat jelas, baut yang telah dicalorizing di potong dan di etsa menggunakan Nital 10%.
Ketebalan Lapisan dapat disesuaikan dengan aplikasi penggunaan dan permintaan Customer


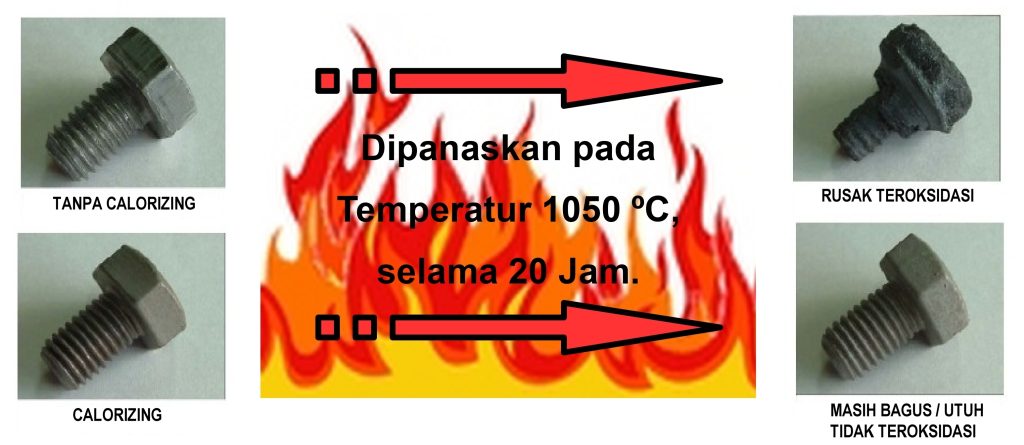
Test Ketahanan Oksidasi Pada Temperature Tinggi
( Oxidation Resistance )
Test Ketahanan Karburisasi (Base Tray, Tray & Basket)
( Carburization Resistance )
Pengujian distribusi karbon pada potongan penampang part yang digunakan di carburizing furnace.
Material : SCH13 & SUS310S
Kondisi :
- Temperature : 930 °C
- Waktu : 12 Jam
- Jumlah Penggunaan : 10 Cycles.
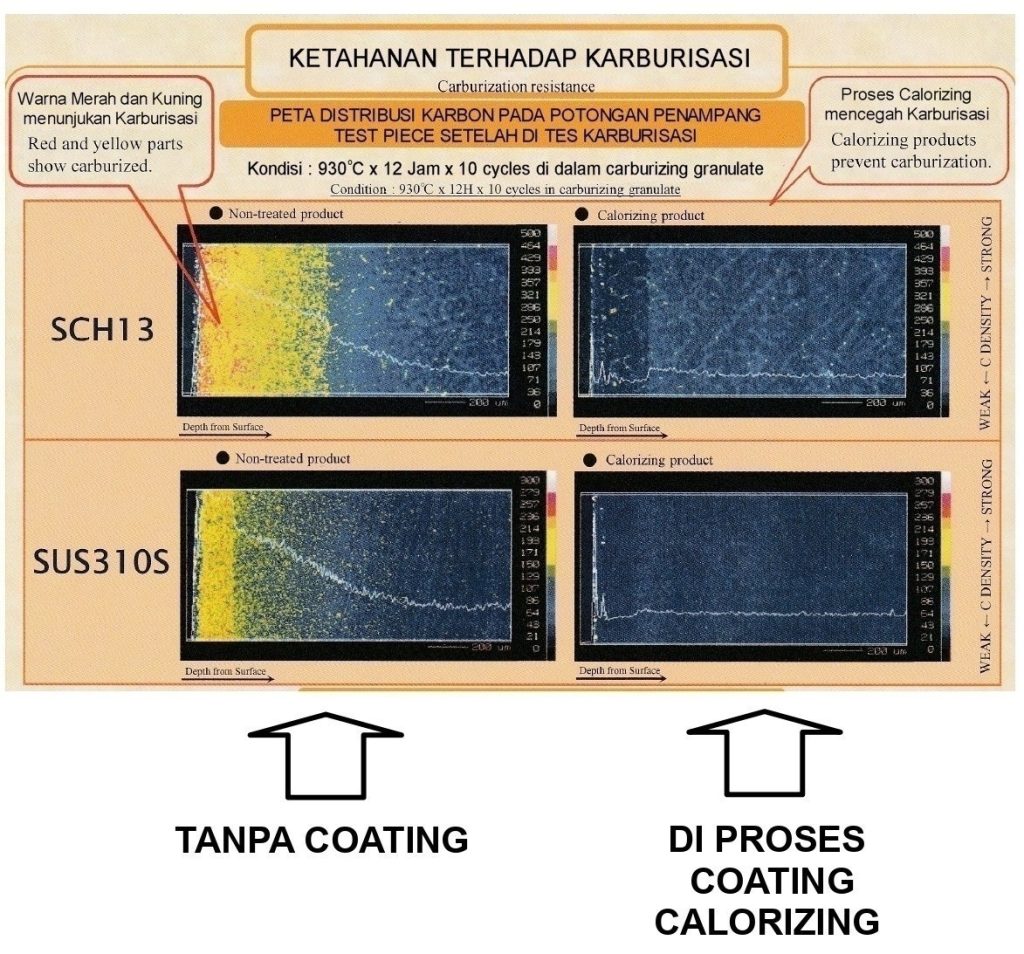
Warna Merah dan Kuning menunjukan peta distribusi karbon dari permukaan part menuju kedalam base material part.
Terlihat part yang tanpa proses coating menunjukan difusi karbon yang cukup intens ke base metal, sedangkan part yang dicoating menggunakan proses calorizing tidak menunjukan adanya difusi karbon ke base material part.
Pengambilan data pada Tray yang digunakan di carburizing furnace dengan kondisi sebagai berikut :
- Periode penggunaan : 1 tahun.
- Jumlah penggunaan : 200 – 300 cycles.
- Temperature : 1020 °C ( High Temperature Carburizing )
- Material : SCH24
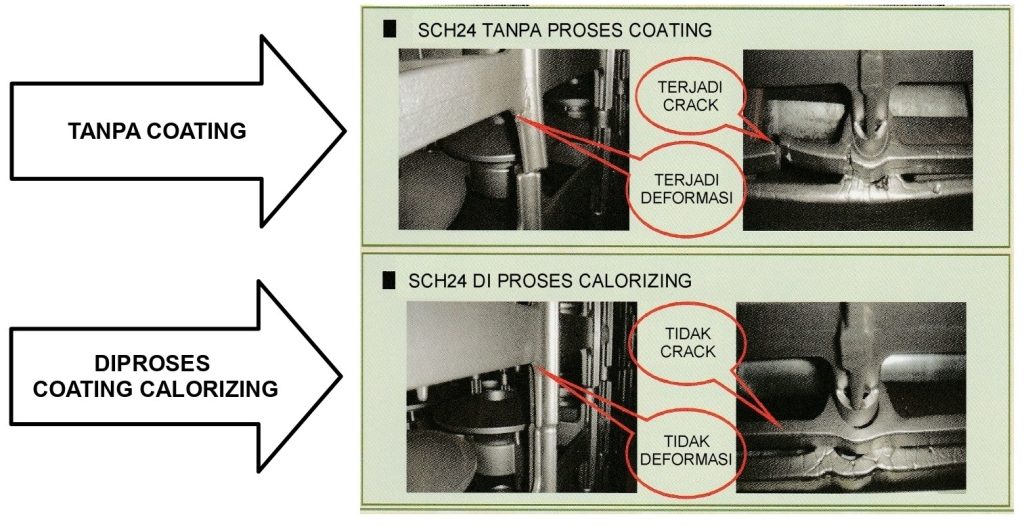
Terlihat Tray yang tanpa coating sudah mengalami crack dan deformasi, sedangkan pada tray yang di proses calorizing masih bagus kondisinya.
Keranjang (Basket) Pada Carburizing Furnace ( Proses Karburisasi )
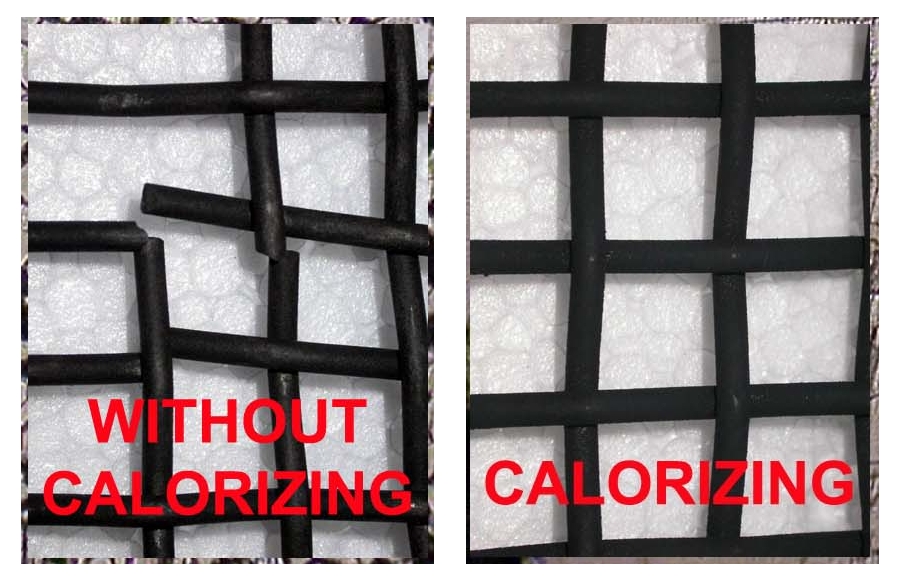
Pada pemakaian keranjang di proses carburizing setelah 28x pemakaian terlihat keranjang yang tanpa proses calorizing sudah patah, sedangkan yang di proses calorizing masih utuh tidak patah.
Tes Ketahanan Terhadap Sulfurisasi
( Pada Proses Sulfurizing )
Sulfurisasi adalah proses kimia yang memasukkan sulfur ke dalam suatu material untuk menciptakan ikatan baru dan mengubah sifat-sifatnya, hal ini dapat menciptakan patina coklat pada paduan tembaga, meningkatkan sifat baja dan besi cor, serta memulihkan logam berharga.
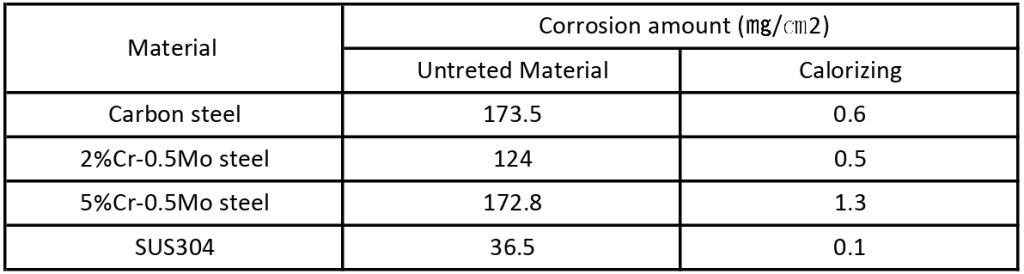
Proses Sulfurisasi ini menggunakan gas hydrogen sulfide (H2S), kendala yang sering terjadi adalah gas H2S ikut mengkorosi peralatan proses. Untuk mencegah hal ini maka pada peralatan proses sulfurizing dilakukan proses pelapisan menggunakan proses Calorizing.
Berikut tabel hasil pengujian korosi pada sample yang tidak di proses dan yang di proses calorizing.
Tes Ketahanan Calorizing terhadap Hydrogen Sulfida (H2S), Temperature 650°C x 24 Jam.
Saving on Material Costs
( Dengan proses Calorizing / Al-plex maka dapat menggunakan material dengan grade yang lebih rendah, sehingga biaya pembelian material bisa turun menjadi lebih murah )
Pada part-part tertentu ada beberapa yang dapat menggunakan material dengan grade yang lebih rendah dan ditambah pelapisan Calorizing / Al-plex, sehingga dapat menurunkan costs pembelian material.
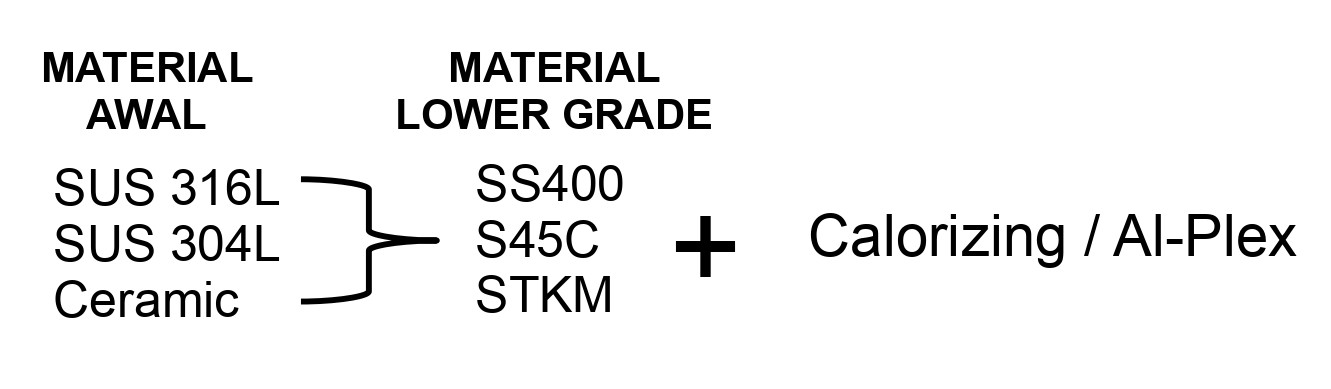
Proses penggunaan material lower grade memperhatikan kondisi pemakaian dan permintaan spesifikasi material, jika memungkinkan dapat dilakukan penurunan grade material.
Contoh :
- Bearing Sink Roll : Material awal SUS316L => STKM + Al-plex.
- Guide pin : Material awal Ceramic => S45C + Al-plex.
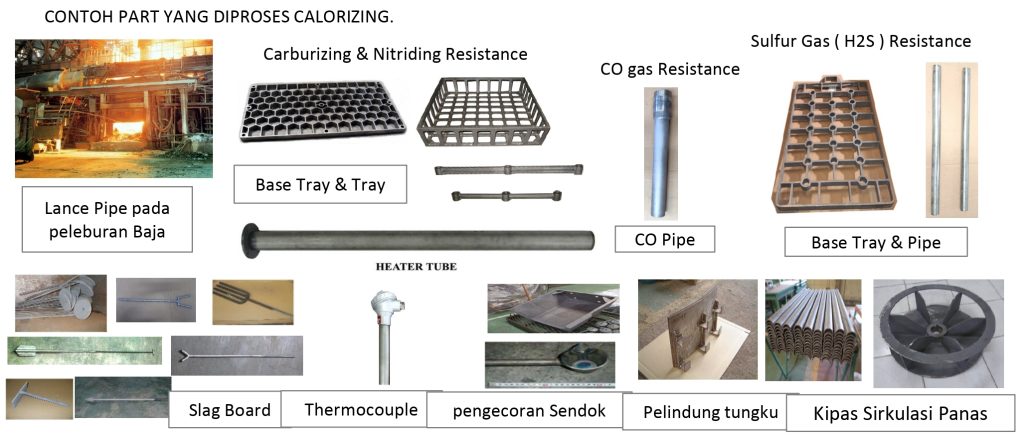
Aplikasi Penggunaan Calorizing.
1. Peralatan Heat Treatment (Base Tray, Keranjang, Burner Tube, dll.)
2. Pipa Injection di peleburan Logam (Lance Pipe, Degassing Pipe, dll)
3. Peralatan Peleburan Logam (Slagboard, Slag stick, dll)
4. Alat atau Tools yang digunakan pada temperatur tinggi.
5. Peralatan pada proses sulfurisasi.
Slag Remover / Slag Removal Tools
Slag remover adalah alat untuk membersihkan slag/terak pada permukaan logam cair di tungku peleburan logam, slag remover berupa batang pengikis slag dengan ujung batang yang memiliki berbagai bentuk disesuaikan dengan kebutuhan. slag remover ini digunakan pada berbagai jenis peleburan logam seperti Almunium, Tembaga dan Besi Cor.

Keuntungan menggunakan Pelapisan Calorizing pada slag remover.
( Before Calorizing )
Terak (Slag) pada tungku peleburan besi cor ( 1200-1400 ⁰C ) di bersihkan menggunakan batang pengikis slag. Pada saat membersihkan slag akan menempel pada ujung batang pengikis slag, hal ini membuat batang pengikis menjadi berat sehingga menurunkan efisiensi pekerjaan, terlebih lagi ujung batang pengikis akan meleleh dan merusak batang pengikis slag.
( After Calorizing )
Banyak produk besi cor yang digunakan di industri otomotif ditambahkan silicon dan magnesium membuatnya menjadi lengket dan mudah menempel.
Melapis batang pengikis dengan proses pelapisan calorizing membuat slag yang menempel mudah dilepaskan sehingga meningkatkan efisiensi pekerjaan.
Contoh Part yang biasa di lapis menggunakan proses Calorizing